设备

一、设备介绍与特点
LZ-MSP20T机械式剥皮打端一体机是本公司精心设计的半自动化机械,主要特点是以电线的剥皮和端子压着一次性完成作业,改善了早期的先剥皮后压着端子的工艺流程,同时节省了人工和工时,提高生产效率,节省了生产成本。
特点:
1.端子压着模座与剥皮机构相互独立而又以精密配合组成整体机构。
2.剥皮机构驱动力采用步进电机驱动,机械动作是电线被夹紧、剥皮、再退到设定位置时,端子机冲头下压完成线材的端子压着,并设计有剥皮皮屑的吸气排出功能。
3.电气控制采用高精密变频器控制,机械工作稳定,达到高精密度工作要求,端子压着机驱动电机在变频器控制下,冲压时起动,冲压完成后电机停止,达到节能、低噪声功效。
4.本机设计有寸动及自动回位功能,也可以用作单独剥皮或剥皮端子压着一次性完成。
5.适用范围:AV,AVS,AVSS,CAVUS,KV,KIV,UL,IV铁氟龙,纤纬线,RVV多芯护套芯线等线材的一次性剥皮打端之用。
二、设备规格
2.1整机规格

2.2端子压着机技术规格

2.3剥皮系统技术规格
三、面板按键及操作说明
3.1自动模式:
通电开机为自动模式,液晶显示屏显示已经完成的产量和延时时间。
按键功能说明:
剥皮:打开或关闭剥皮功能,按下时相应指示灯亮为功能打开。
打端:打开或关闭剥皮功能,按下时相应指示灯亮为功能打开。
寸动:每按一次机器剥皮或打端系统执行单步动作。
延时+/延时-:调节剥皮系统归位时间,防止剥皮系统归位过快撞弯压着好端子的线头。
复位:按下此键,剥皮系统回归到原点位置。长按此键则清零当前计数产量。

3.2手动模式:
剥皮:打开剥皮功能(相应指示灯亮),关闭打端功能(相应指示灯灭)。在此状态下,按寸动键则剥皮系统执行单步动作。此时若踩下脚踏开关只进行剥皮动作。
打端:打开打端功能(相应指示灯亮),关闭剥皮功能(相应指示灯灭)。在此状态下,按寸动键则端子压着机执行单步动作。此时若踩下脚踏开关只进行端子压着动作。
3.3剥皮速度设置:
关闭电源后,踩着脚踏开关不松开,同时按住寸动皱键后再打开电源开关开机,则显示剥皮速度值(0-9可调),按延时+/延时-进行修改,数字越大则剥皮速度越快。设置好之后,按复位键回到正常状态。
四、安装与调试
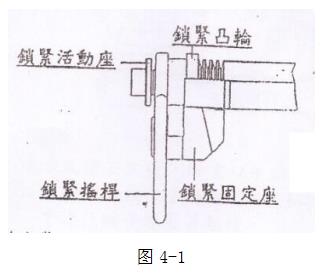
4.1卡式模座的拆卸
将卡式模座销紧游戏杆以逆时针方向向上旋转,使锁紧凸轮放松后,向左侧方向抽出,即可向外取出卡式模座,如图4-1。
4.2卡式模座的安装
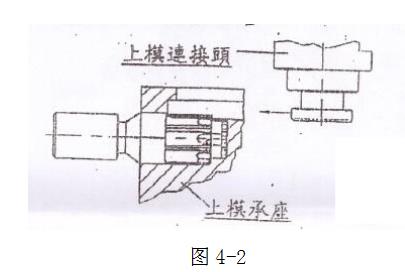
1.请将卡式模座上的上模承座T型槽对准压着机上模连接头插入,使模座与压着机上连接头结合,如图4-2。
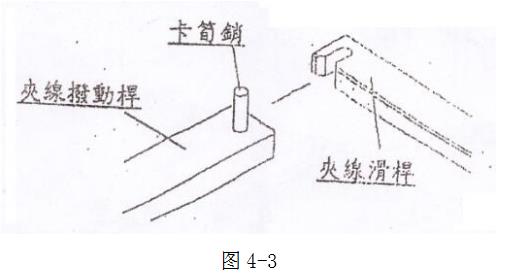
2.上模承座T型槽对准压着机上模连接头插入的同时,将卡式模座后部的夹线拨动杆上的卡笋销对准剥皮部上的夹线滑杆装入即可,如图4-3。
3.将卡式模座销紧摇杆向右插入,并以顺时针方向向下旋转至低点使锁紧凸轮与锁紧固定座结合,即完成卡式模座的安装工作,如图4-1。
注意:
a.安装与拆卸卡模时请确认电源开关置于OFF关闭状态。
b.请确认卡式模座的上模承座是否与端子机上模连接头挂牢,如图4-2。
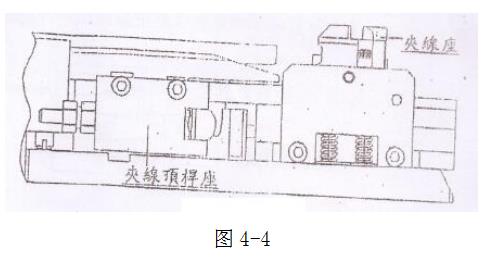
c.在手动方式状态下,按控制面板上寸动按键旋转剥皮系统主轴,确认夹线顶杆座是否能带动夹线座做夹线动作,如图4-4。
d.卡式模安装后,如需手动测试端子机压着动作时,请先转动剥皮系统主轴,使剥皮块退至内部位置时再进行端子机压着动作测试。
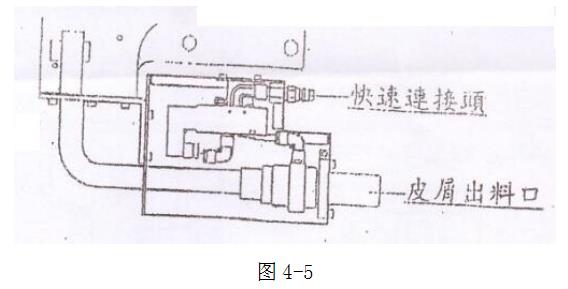
4.3剥皮屑排出装置的安装
1.将附件之废料口袋安装于剥皮系统后部皮屑出料口,如图4-5。
2.将空气导管插入电磁阀上的快速连接头,如图4-5。
五、系统调试
5.1卡式模座的调整
5.1.1上下模刀片的安装与拆卸
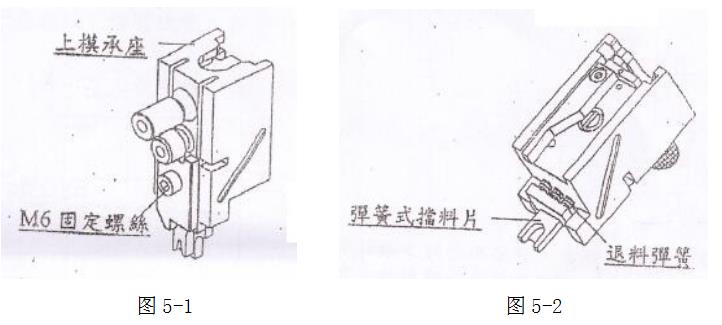
1.拆下卡式模座,将上模承座的M6固定螺丝拧松取下,即可更换上模各刀片及退料片,如图5-1。
2.装回上刀片时,请依取出之反顺装回,并将M6固定螺丝锁紧即可完成上刀片的安装。
注意:装回上刀片时请确认装回方向是否正确,并需将各上刀片推至上模承座内高点并上下推动弹簧式挡料片,确认弹簧式挡料片可以上下灵活动作,如图5-2。
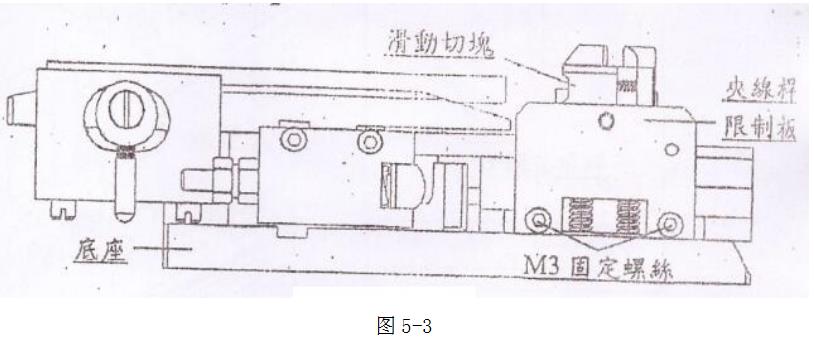
3.将下模夹线杆限制板上的M3固定螺丝拆下,及内部滑动切刀座M4固定螺丝拆下即可更换或取出下模各刀片,如图5-3。
4.装回下刀片请依取出之反顺装回,并将M4和M3固定螺丝锁紧即可完成下刀片的安装。
注意:装回下刀片时请确认装回方向是否正确,并需将各下刀片推至与底座贴平,再将活动切刀座装入固定,并确认滑动切块上下滑动灵活,如图5-3。
5.1.2下刀模垫块调整或更换
1.需将卡式模底座底部两个下刀模垫块M4固定螺丝拧松或取下即可调整或拆出下刀模垫块,如图5-4,图5-5。
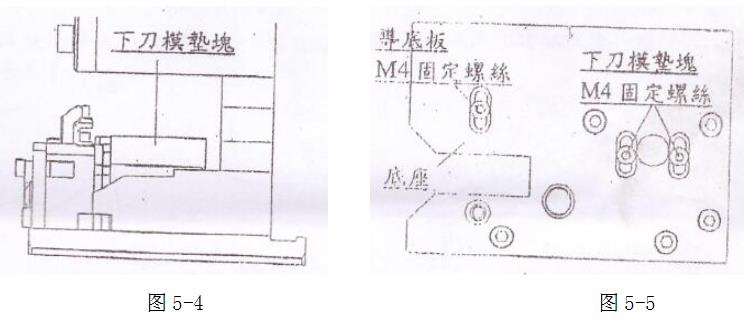
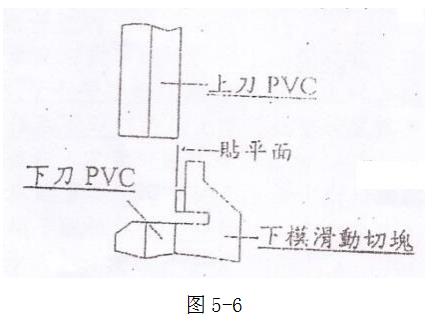
2.将卡式模座上模承座向下压,使上刀PVC与下模滑动切块贴平,并使下刀模垫块M4固定螺丝锁紧,如图5-5,图5-6。
5.1.3导底板之调整与安装
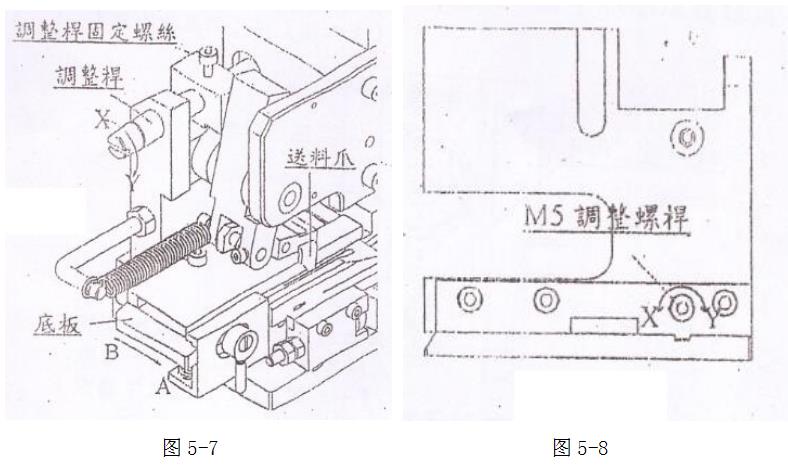
1.需将卡式模底座之导底板M4固定螺丝拧松或取下,交旋转卡式模座背面之M5调整螺杆,即可做导底板内外之调整,或将调整螺杆旋转至与底板固定块脱离即可取出整组导底板,如图5-5,图5-7,图5-8。
注意:M5调整螺杆X方向(图5-8)旋转,导底板会往A的方向(图5-7)移动;M5调整螺杆Y方向(图5-8)旋转,导底板会往B的方向(图5-7)移动。
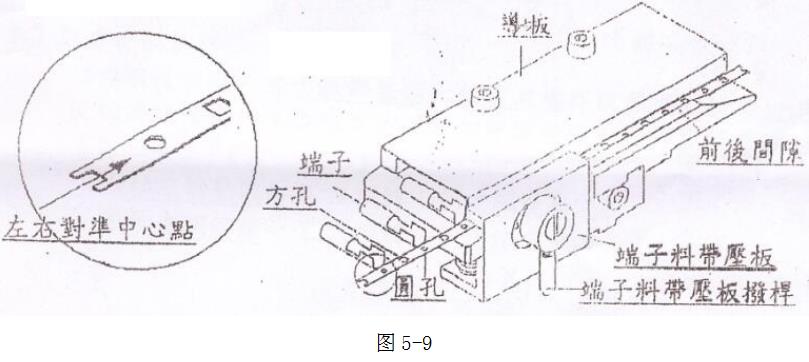
2.导板的安装须使端子左右活动灵活,前后间隙不能太大,才能使送料顺畅,如图5-9。
5.1.4端子送料定位的调整
1.需将底板上的端子料带压板拨杆向上拨即可打开端子料带压板,并将端子送入导板内,如图5-9。
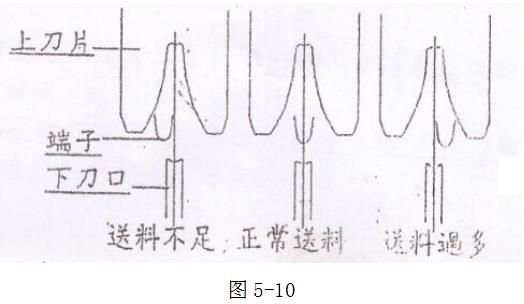
2.将卡式模座上的送料爪调整至左右对准端子料带上的圆孔或方孔之中心点,如图5-9,并放下端子料带压板,将卡式模座上的上模承座向下压,使送料爪将端子往右推至下刀口的正上方(此型卡式模座为后送料方式,送料爪后退时并非一定置于圆孔或方孔内)。
3.向上拉开上模承座,如端子未能置于下刀口的正上方,则请放松调整杆固定螺丝并旋转调整杆,使端子能推至下刀口的正上方为准后,并将调整杆固定螺丝锁紧,如图5-7,图5-10。
注意:调整杆向X方向旋转,则送料加长;向Y方向旋转,则送料减短。
5.1.5上模及PVC微调说明
1.上模微调钮向外拉出,左右旋转可调整端子PVC与铜丝的压着高度(每调整一格约0.1mm),数字越大深度越深,数字越小深度越浅,如图5-11。
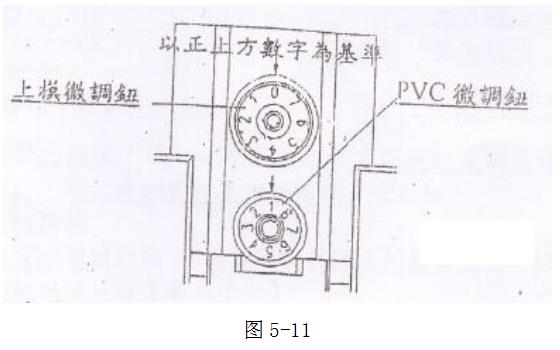
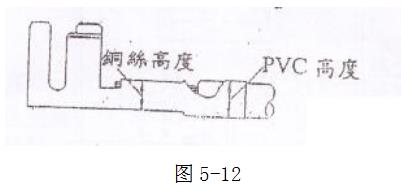
2.PVC微调钮向外拉出,左右旋转可单独调整端子PVC的压着高度(每调整一格约0.1mm),数字越大深度越深,数字越小深度越浅,如图5-11,5-12。
5.2剥皮系统的调整
5.2.1切刀深度调整
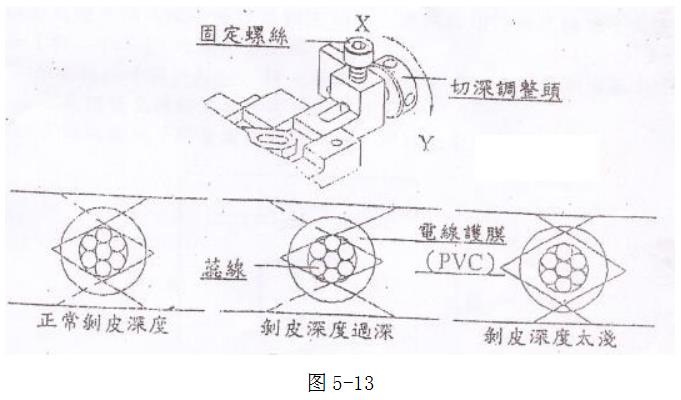
将切深调整头上的固定螺丝放松后并旋转切深调整头使切刀深度至正确的位置,并将切深调整头上的固定螺丝拧紧固定,如图5-13。
注意:
a.切深调整头向X方向旋转,剥皮深度变浅;切深调整头向Y方向旋转,剥皮尝试变深。
b.剥皮切刀深度太深会切到芯线,易造成芯线断裂或受损并使剥皮刀寿命减短;剥皮切刀深度太浅易造成电线护膜(PVC)被以强力拉开方式剥离易造成切断面产生过多毛边。
5.2.2端子压着前后位置调整
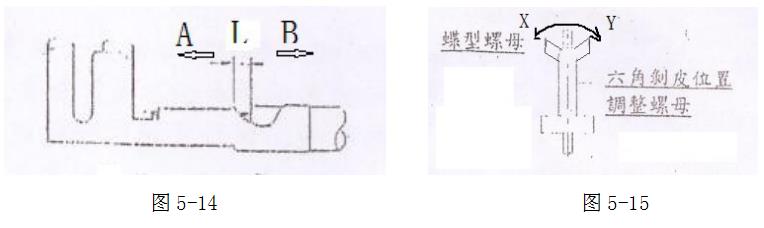
调节六角剥皮位置调整螺母可以调节剥皮位置从而改变端子压接位置,如图5-14,图5-15。
注意:
1.六角剥皮螺母X方向旋转,压着位置朝A向移动;六角剥皮螺母Y方向旋转,压着位置朝B向移动。
2.压着位置调节完成后,须以扳手先固定六角剥皮位置调整螺母,再将蝶形螺母旋转固定,使六角剥皮位置调整螺母不会松动。
六、用户须知:
6.1自购机之日起免费保修一年,易损件不在保修之内,易损件包括:如剥皮刀片、端子压着刀片和模座。
6.2下列情况不在保修范围内:
1.因错误操作,疏忽使用,自然灾害引起的机器损坏。
2.因非本公司技术人员或专业人员拆开或维修的机器。
3.因使用非本公司配件而导致的机器损坏。
4.因使用非本机规定电源电压范围而引起的损坏。
6.3险些保证外,其它任何厂商及个人所发出的有关之保修承诺,均不被我公司认可。
6.4请保存购货凭证,以便于售后服务时出示有效售后凭证。
6.5本证若无我公司印章及购买日期,则视为无效。